Engrave photo on wood with a laser cutter
A photo or image can be realized on a piece of wood with the use of laser cutter. The process is simple. First, the photo has to be digitally manipulated. This photo is then sent to “print” via the laser cutter using popular vector drawing software such as coreldraw.
To digitally manipulate the subjects composed in a colour photo, popular vector drawing software such as coreldraw (proprietary), inkscape (open source) can be used for manipulating it into greyscale, and then subjects are outlined in black. The varying shades of grey, and black outlines determines how much power the laser cutter should output to engrave the piece of wood via the “rastering” mode. The darker the region, the more power will be output to “engrave” the wood by burning parts of it.
In FabLab@SP, 3 laser cutters are available; The Epilog, The Rayjet, and the HAS. The general steps to engrave photo are similar, but the parameters to set for laser cutting associated to different type of laser cutters are slightly different.
Parts needed
A piece of wood; balsa, plywood will do. Preferably 3mm or 5mm.
Access to a laser cutter. This guide assumes access to the epilog laser cutter
Access to a vector drawing software, or photo manipulating software such as adobe photoshop, coreldraw, inkscape, etc. In this guide, an online photo editor www.ribbet.com is used.
A photo of choice.
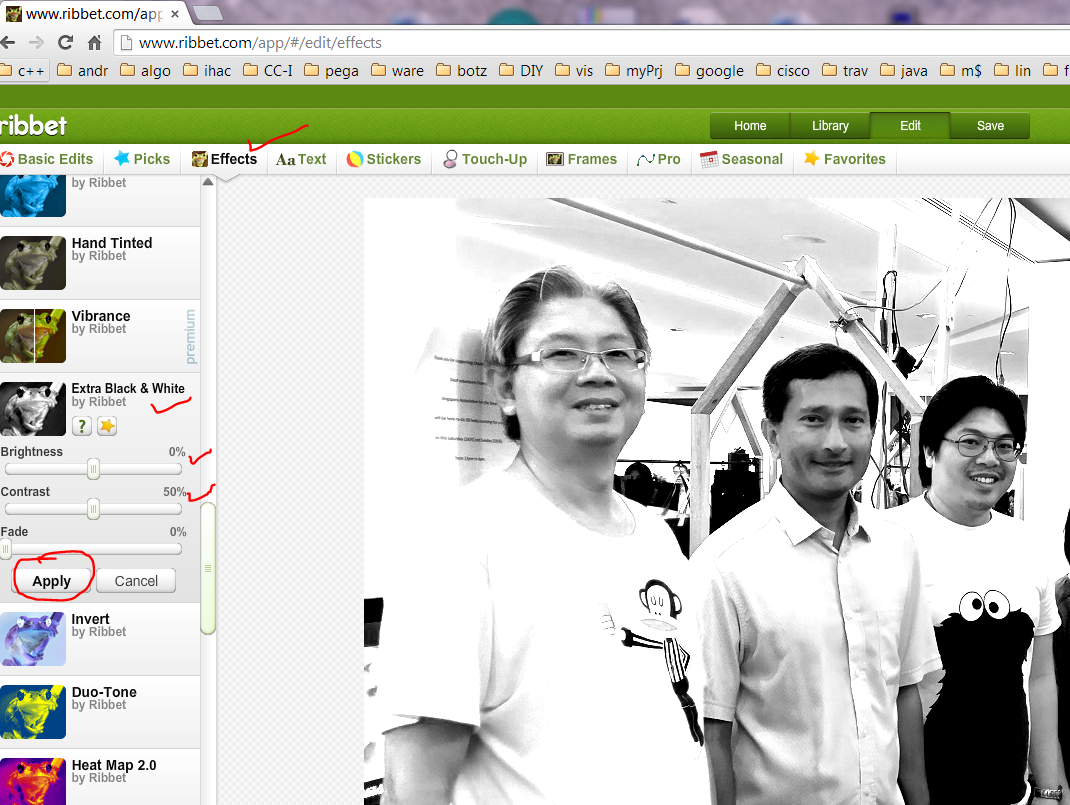
Step2: Click on “effects”, then scroll to “Extra Black&White”. Manipulate the 2 sliders “Brightness” & “Contrast” to achieve the desired outcome as per depicted in the following diagram. Desired outcome to be achieved can be defined by “high contras on specific features, such as facial features of the subject(s)”, “white-out background to give a strong highlight on the subject”
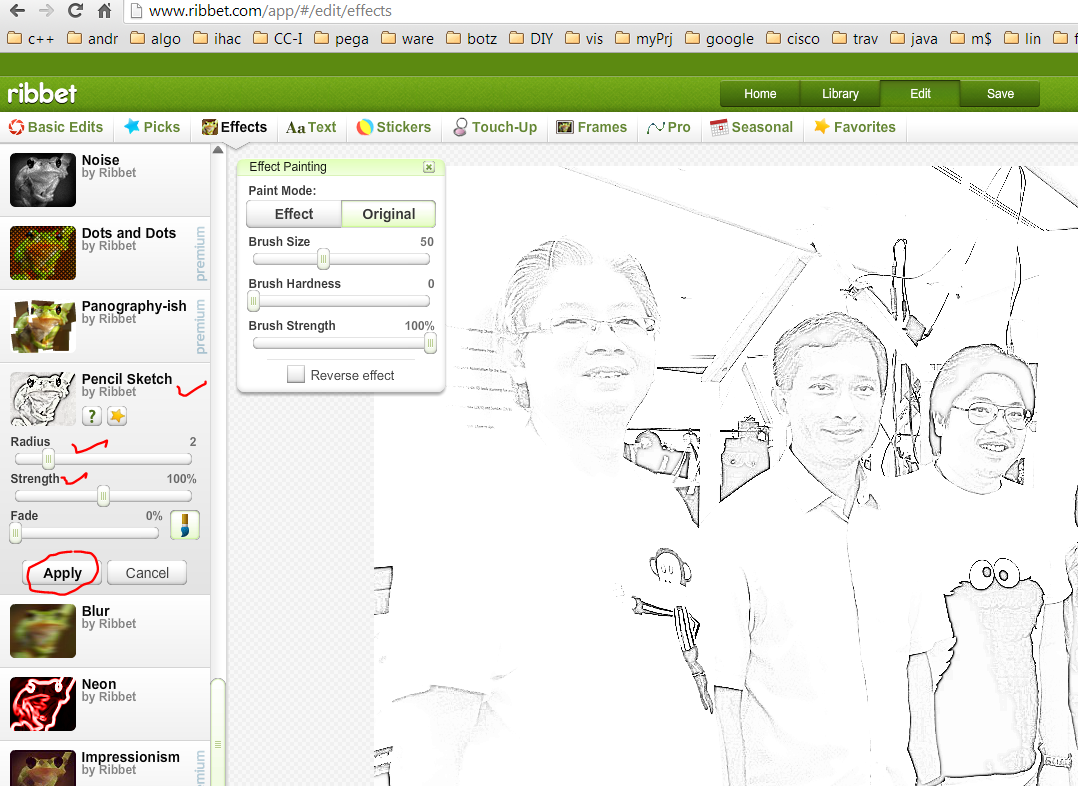
Step3: Still in “effects” tab, scroll to “pencil sketch”. This effect will highlight outline the subjects as per the black & white photo, by giving a darker shade of grey at the edges. Manipulate the sliders “radius” and “strength” until the subjects are “standing out” from the background and gives a lasting impession.
Step4: save the manipulated photo on the computer as *.JPG.
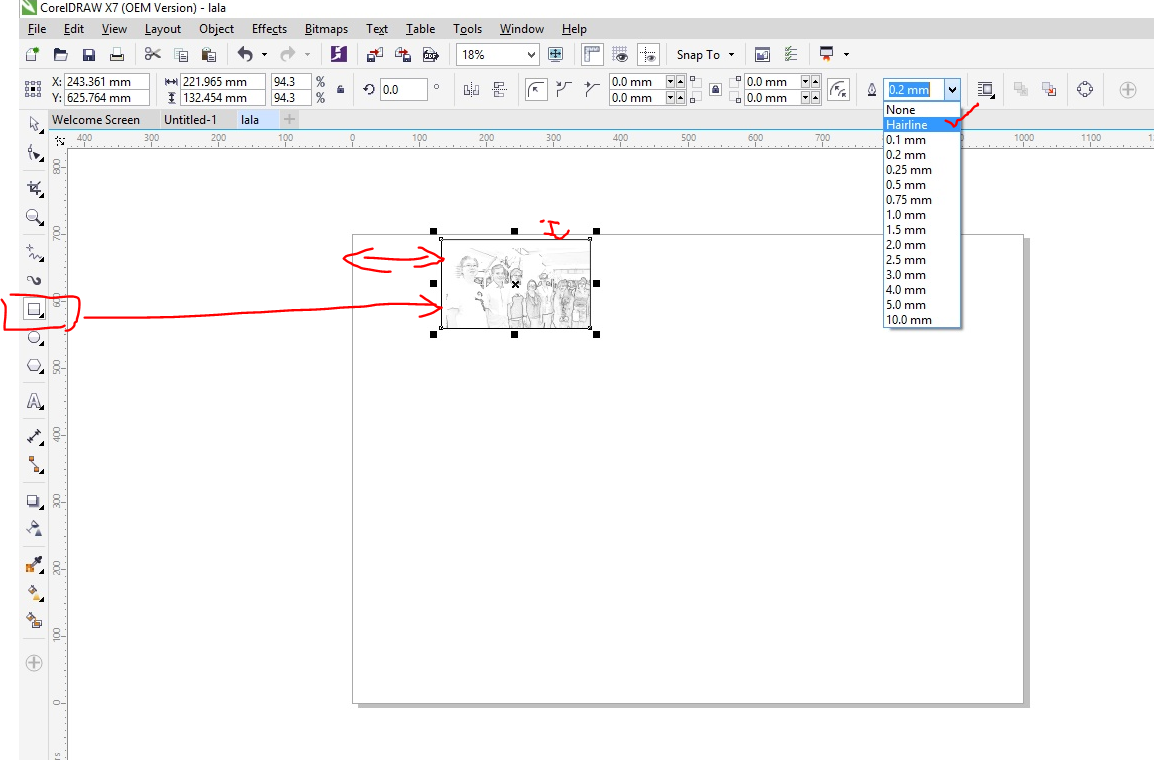
Step5: On the computer that is connected to the laser cutter, use coreldraw to create a new canvas of the type “fusion table”. Open the manipulated photo in coreldraw, position the photo such that it corresponds to the piece of wood where it will be laser cut. Select the box drawing tool on the LHS and enclosed it on the picture. Then select the line thickness of the box to be “hairline”. This setting corresponds to cutting a box shape surrounding the photo. The following diagram explains it all.
Step6. Load the piece of wood into the laser cutter
Step7. It is crucial to ensure the canvas chosen for laser cutting is of the type “Fusion Table”. File-> print OR Press on the “print” logo. A popup box will then appear. Ensure that the printer is “Epilog” and not your regular paper printer, and then click on preference to modify parameters that are essential to the quality of the laser cutting output. The following diagram illustrates it.
Step8. Select laser cutting parameters such as thickness of the material, job type, speed, power, and frequency and then press “OK”. Each of the manufacturers has meted out recommended settings to the parameters in a lookup table form for different type of material. In this guide, a 5mm thick plywood is used. Assuming the output of this laser cutting is very faint or hardly noticeable, it is recommended to crank up the power and lower down the speed. Otherwise if the output of this laser cutting appears to be burnt at the edges.

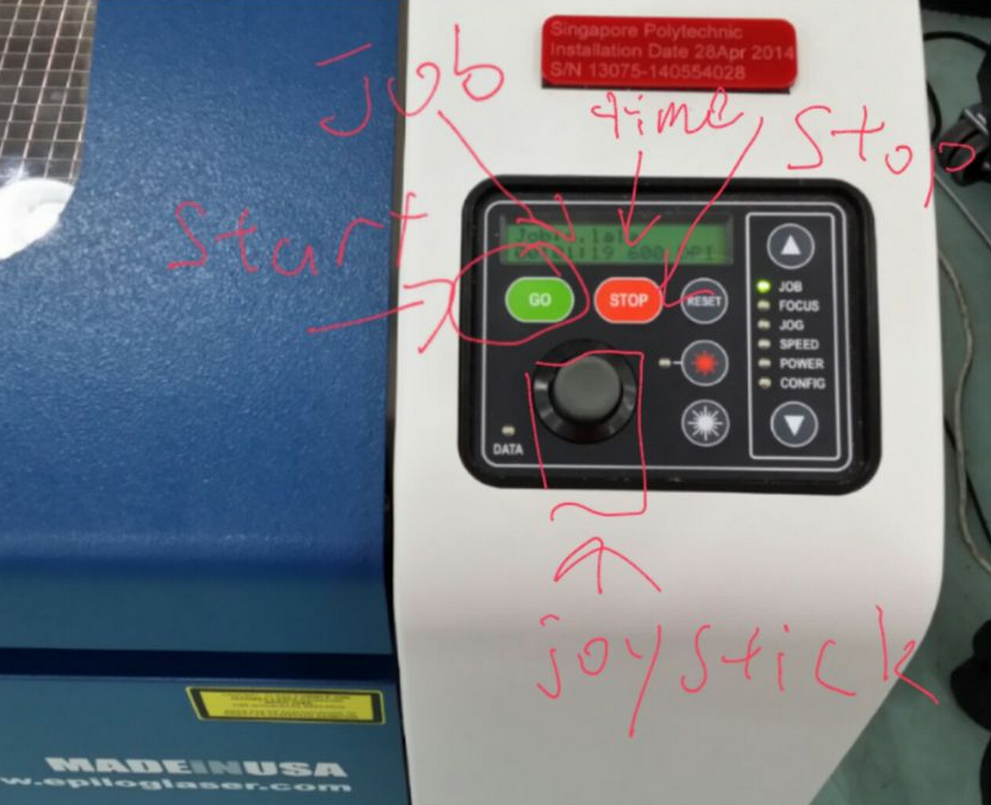
Step9: Close the protective cover of the laser cutter with the wood properly aligned in it and then press “GO” on the control panel. Observe the magic!
Brought to you by FabLab@SP